

In today's competitive market, efficient packaging solutions are paramount for manufacturers worldwide. One such innovation that has significantly impacted the packaging industry is the double-sided labeling machine. This article delves into the intricacies of double-sided labeling machines, their benefits, applications, and how they contribute to improved operational efficiency.
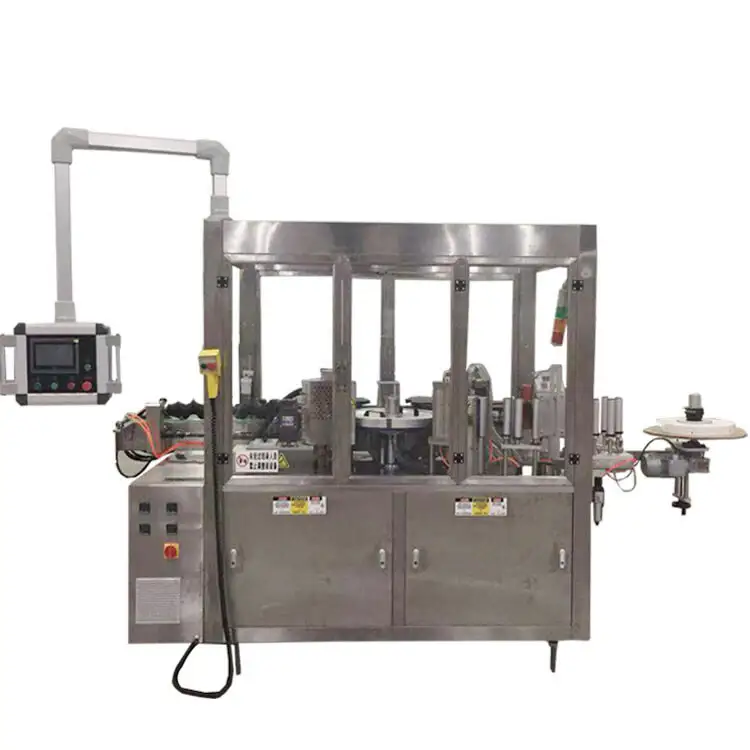
A double-sided labeling machine, as the name suggests, is designed to apply labels on both sides of a product simultaneously. This type of machine is a marvel of modern engineering, tailored to meet the demands of high-volume production lines where speed, precision, and versatility are crucial.
Unlike single-sided labeling machines, which necessitate additional processes to label both sides of a product, double-sided labeling machines streamline the entire labeling process. This not only saves time and labor but also ensures uniformity and accuracy in labeling, which are critical factors for maintaining brand integrity and compliance with regulatory standards.
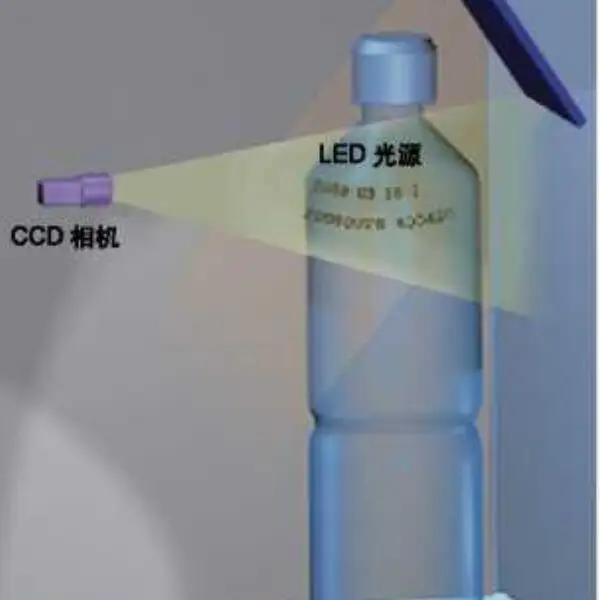
One of the most significant advantages of using double-sided labeling machines is their precision. These machines are equipped with advanced sensors and control systems that ensure each label is applied accurately and consistently. This eliminates the common issues of misalignment and wrinkling, which can occur with manual labeling or less advanced machinery.
Double-sided labeling machines are designed for high-speed operation, capable of labeling hundreds or even thousands of products per hour. This is particularly beneficial for large-scale manufacturers who need to meet high production targets without compromising on quality.
These machines are highly versatile and can handle a wide range of product shapes and sizes. Whether it's flat bottles, round containers, or uniquely shaped packaging, double-sided labeling machines can adapt to various requirements. This flexibility is further enhanced by adjustable settings and changeable modules that allow for quick and easy product changeovers.
Built with industrial-grade materials and components, double-sided labeling machines are designed for long-term use and minimal maintenance. Their robust construction ensures that they can withstand the rigors of continuous operation, making them a reliable choice for any production environment.
Modern double-sided labeling machines come with intuitive touch-screen interfaces that allow operators to control and monitor the labeling process easily. These interfaces often include diagnostic tools and real-time feedback features, which help in identifying and resolving issues promptly, thereby reducing downtime.
In the food and beverage industry, clear and accurate labeling is essential for compliance with safety regulations and for providing consumers with necessary information. Double-sided labeling machines are widely used in this sector for labeling bottles, jars, and containers with nutritional information, barcodes, and branding labels.
The pharmaceutical industry demands precise and reliable labeling solutions to ensure that medicines are correctly identified and traceable. Double-sided labeling machines are crucial in this sector for labeling vials, bottles, and boxes with critical information such as dosage instructions, batch numbers, and expiration dates.
In the cosmetics and personal care industry, the appearance of packaging is a key factor in attracting customers. Double-sided labeling machines help manufacturers apply aesthetically pleasing labels on both sides of their products, enhancing shelf appeal and brand recognition.
Chemical and industrial products often have complex labeling requirements, including safety warnings and handling instructions. Double-sided labeling machines ensure that these labels are applied accurately and consistently, helping to maintain compliance with regulatory standards.
By automating the labeling process, double-sided labeling machines significantly boost productivity. They reduce the need for manual intervention, allowing operators to focus on other critical tasks and ensuring that production targets are met more efficiently.
Although the initial investment in a double-sided labeling machine may be higher compared to single-sided machines or manual labeling, the long-term cost savings are substantial. These machines reduce labor costs, minimize label wastage, and lower the risk of product recalls due to labeling errors.
Consistent and high-quality labeling enhances the overall appearance of products, contributing to a better brand image. Well-labeled products exude professionalism and reliability, making them more appealing to consumers.
Double-sided labeling machines ensure that products are labeled accurately and in accordance with industry regulations. This is particularly important in sectors such as pharmaceuticals and food and beverage, where incorrect labeling can lead to serious legal and health consequences.

 Telepon :+86 021 5439 8880
Telepon :+86 021 5439 8880 WhatsApp :+8618721900463
WhatsApp :+8618721900463 Surel :Amy@hanyipack.com
Surel :Amy@hanyipack.com






 +8618721900463
+8618721900463 +86 021 5439 8880
+86 021 5439 8880 Amy@hanyipack.com
Amy@hanyipack.com